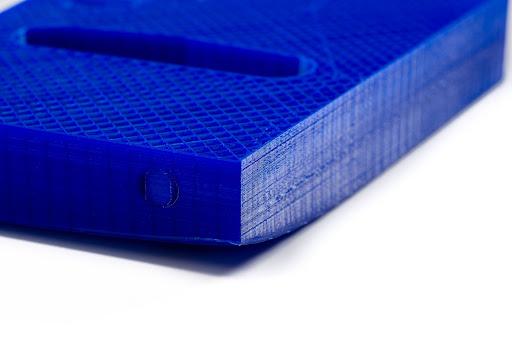
A deformação que ocorre devido ao encolhimento do material durante a impressão 3D, que faz com que os cantos da impressão se levantem e se soltem da placa de impressão, é chamada warping (empenamento). Quando os plásticos são impressos, eles primeiro se expandem um pouco, mas se contraem quando esfriam. Se o material contrair demais, isso faz com que a impressão se curve a partir da placa de impressão. Alguns materiais encolhem mais do que outros (por exemplo, o PC tem um encolhimento maior do que o PLA), o que significa que há uma maior chance de ocorrer warping ao usá-lo. Leia agora nosso tutorial e aprenda como corrigir o warping em sua impressão 3D.
Adesão na plataforma de impressão
Para evitar warping, você precisa garantir que a impressão 3D esteja aderindo bem à placa de impressão. Sem uma boa adesão, sua impressão pode se soltar. Isso geralmente é comum nos cantos. Existem várias maneiras de melhorar a adesão da placa de construção, porém, se você tem uma impressora 3D com mesa aquecida, é mais difícil disso acontecer.
Use uma mesa de construção aquecida
A melhor maneira de evitar o empenamento é usando uma mesa de construção aquecida. Isso mantém o material a uma temperatura abaixo do ponto em que ele se solidifica (temperatura de transição vítrea), garantindo que ele permaneça plano e conectado à mesa de construção. Quando você usa uma mesa de construção aquecida, é importante usar a temperatura correta.
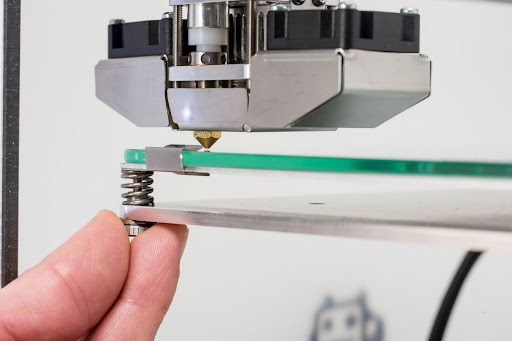
Certifique-se de que a mesa de construção esteja nivelada corretamente
É importante que a primeira camada de uma peça sendo impressa em 3D seja depositada firmemente na placa de vidro, para permitir que ela tenha aderência adequada. Se a distância entre o bocal e a mesa de construção for muito grande, o material pode se soltar mais facilmente. Se você estiver tendo problemas com a primeira camada de impressão, recomendamos que você faça o nivelamento da sua placa de construção. Você pode descobrir como fazer isso lendo os artigos no site da Ultimaker.

Aplique cola
Para garantir que a impressão tenha boa aderência, é importante que a superfície de impressão esteja lisa e limpa. Não deve haver vestígios de óleo, restos de material ou graxa nele, pois isso piora a adesão. Ao usar uma mesa de construção aquecida, é recomendável que você aplique uma cola à placa de vidro. Os métodos de melhoria de adesão diferem por material – consulte os manuais de materiais para obter mais informações.

Use brim para corrigir o warping
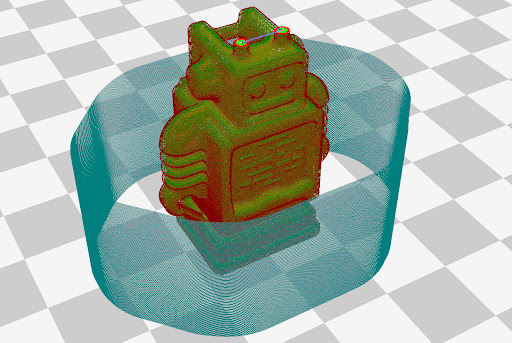
O Cura tem um recurso interno chamado “brim”, que é uma maneira eficaz de impedir que aconteça warping na sua impressão. É depositada uma área plana com espessura de camada única ao redor do objeto, que resiste às forças de tração quando a impressão esfria. Como a aba tem apenas uma camada de espessura, é fácil removê-la quando a impressão é finalizada. Consulte o manual do Cura para mais informações.
Use raft
Para alguns materiais ou modelos, o brim pode não ser suficiente para corrigir o warping. Nestes casos, é aconselhável usar o raft. Essa configuração faz com que a impressora 3D adicione uma camada mais grossa entre o modelo e a mesa de construção, garantindo que o calor seja distribuído igualmente. É muito útil quando a parte inferior de uma peça não é totalmente plana ou quando você imprime com materiais industriais.
Ajustar as configurações iniciais da camada
Duas configurações importantes (relativas à primeira camada) que influenciam a adesão são a altura inicial da camada e a velocidade inicial da camada. Na maioria dos casos, uma camada inicial mais espessa torna a adesão mais fácil, já que a calibração da mesa de construção não é tão crítica, nesse caso. É importante não definir a velocidade inicial da camada muito alta, pois o material pode se prender ao bico e ser arrastado com ele, em vez de permanecer fixo na placa de impressão.
Resfriamento para corrigir o warping
O resfriamento é uma das principais causas de warping. O material contrai durante o resfriamento e isso pode fazer com que o material encolha. Os materiais precisam ser resfriados adequadamente antes que a próxima camada seja adicionada, mas o resfriamento excessivo deve ser evitado para garantir uma impressão suave e livre de deformações.
Use as configurações da ventoinha corretamente
As ventoinhas da cabeça de impressão geralmente são desligadas (velocidade da ventoinha = 0) para a primeira camada de impressão, para garantir a adesão ideal na mesa de construção. O Cura oferece várias configurações de ventoinha para ajudar a evitar warping, como “velocidade regular da ventoinha em altura” e “número de camadas mais lentas”. “Velocidade regular do ventoinha em altura” define a altura na qual os ventiladores ligam e “o número de camadas mais lentas” define a velocidade do ventilador para aumentar gradualmente em uma quantidade definida de camadas. Para evitar warping, é aconselhável deixar as ventoinhas desligadas para a primeira camada ou aumentar lentamente a velocidade da ventoinha durante as primeiras camadas. Isso garante que a camada inferior da impressão mantenha sua temperatura e evite o resfriamento excessivo.
Imprimir com uma parede de proteção
Cura oferece a opção (experimental) de imprimir com uma parede em volta. Isso cria uma camada grossa de parede ao redor do modelo, impedindo que os fluxos de ar indesejados o esfriem excessivamente.
Use uma tampa frontal na impressora 3D
Colocar uma tampa frontal (como porta) também o protege a peça impressa do fluxo de ar. O calor é mantido dentro da impressora, resultando em um ambiente de impressão mais estável. Ao imprimir com materiais industriais (por exemplo, PC e CPE +), uma porta é altamente recomendada devido às altas temperaturas de impressão necessárias.
Se você conhece outra forma para corrigir o warping, deixe seu comentário e ajude mais pessoas! Gostou das nossas dicas? Não esqueça de se inscrever na nossa newsletter para receber mais tutoriais como este.